 |
 【バックナンバーインデックス】
【バックナンバーインデックス】

|
大河原克行のデジタル家電 -最前線-
これがシャープ亀山第2工場だ!
~ なぜ、工場の差がテレビの差になるのか? ~
これがシャープ亀山第2工場だ!
~ なぜ、工場の差がテレビの差になるのか? ~
今年1月、シャープの亀山第2工場は第2期生産ラインを稼働させた。第8世代と呼ばれるパネルサイズの生産で月3万枚。国内のみならず、海外市場にも、大画面テレビで本格的に打って出る体制を整えたといえる。さらに、今年7月には第3期生産ラインを稼働し、月産6万枚で体制に、2008年中には月9万枚でフル生産体制へと、拡張する予定だ。亀山第2工場とはどんな工場なのだろうか。
■ 大画面生産に適した第8世代を導入
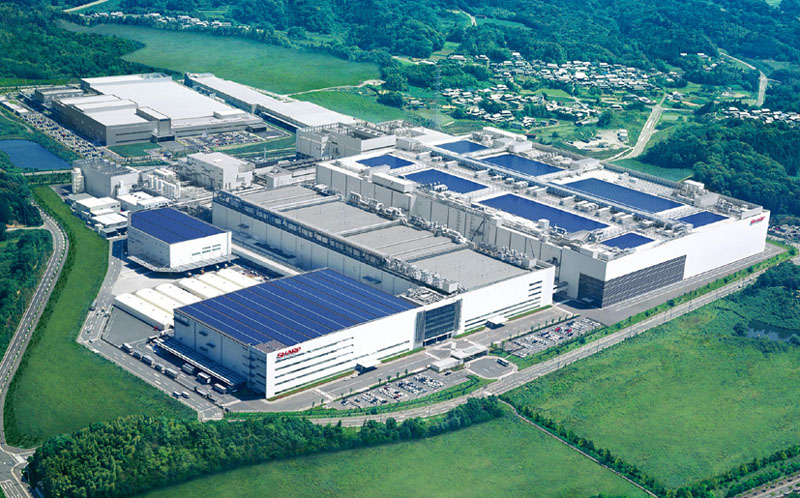 |
| 亀山工場の様子。敷地面積は330,000m2。東京ドームの7倍に匹敵する |
「工場の差が、テレビの差になる。」――最近、シャープでは、このキャッチフレーズを使い、液晶テレビAQUOSの強みを訴えている。
この言葉は、大画面液晶テレビ生産の主役である亀山工場のことを指している。
とくに、2006年8月の第1期生産ラインの稼働から、今年1月の第2期生産ライン稼働を経て、7月に第3期生産ラインを稼働させる亀山第2工場の存在は見逃せない。
亀山第2工場では、2,460mm×2,160mmのマザーガラスを使用した液晶パネルの生産が可能な、第8世代と呼ばれる生産設備を導入。これは、第1工場で導入している第6世代の生産整備に比べて、大画面化で圧倒的な優位性がある。
52インチのパネルを6面取りした時の有効利用率は91%。7.5世代では55.1%、7世代では58.8%であることと比較するとその効率の良さがわかるだろう。つまり、大画面テレビを最も効率よく生産できるのが第8世代であり、これがそのまま最終製品のコスト削減にもつながることになる。
さらに、大画面テレビの生産に適した第8世代の生産設備の導入。ナノレベルの微細加工技術をはじめとする最先端技術によって、フルスペックハイビジョン画質の液晶パネルの生産や、高速応答性や高コントラストパネルを実現。そして、こうしたパネルを安定した品質で量産するための各種インフラ設備までもが、工場の差となっている。
ここに、シャープが誇る「亀山ブランド」の意味がある。
■ 一貫生産の強みも発揮
一方、テレビ組立までの一貫生産をしているのも亀山工場の特徴だ。
同じ敷地内に、液晶パネルの生産する亀山第1工場、第2工場とともに、テレビ組立を行なう大型液晶テレビ工場を配置。日本向けの組立は、すべてここで行なわれることになる。
液晶パネルの技術者とテレビの設計、生産技術のエンジニアが設計開発段階から連携することで、最終製品の画づくりまでを視野に入れた製品づくりが可能になるのは大きな特徴だ。
 |
 |
 |
| シャープ亀山工場がある名阪亀山・関工業団地の入口 | 近隣には、カラーフィルターを生産する凸版印刷など、液晶関連企業が軒を連ねる | シャープ亀山工場の正面入口。厳重な警備が行なわれている |
 |
| シャープ亀山工場の大型液晶テレビ工場。延床面積は77,600m2 |
パネルの特徴をフルに生かすことができるテレビ用回路設計や画像処理技術の実現といったことも可能で、部品の寄せ集めで液晶テレビを組み立てる工場とは一線を画していると強調する。
さらに、三重県が主導となって展開してきたクリスタルバレー構想によって、亀山地域に、数多くの液晶関連企業が進出しており、共同での新技術開発への取り組みや、トラブル発生時の問題解決にも迅速に対応できるような環境が整っている。
■ 液晶パネルの生産工程を追う
では、亀山第2工場の内部は、どうなっているのだろうか。
当初予定に比べて約2カ月前倒しで、今年1月に第2期生産ラインが稼働した亀山第2工場では、第1期生産ラインおよび第2期生産ラインが、2、3階フロアに設置されている。
今年7月に稼働する第3期生産ラインは、1階フロアに設置されることになり、現在、急ピッチで工事が進んでいる段階だ。
 |
 |
| 亀山第2工場。横240m、縦350m、高さ36m。延床面積は279,100m2 | 奥が亀山第2工場、手前が亀山第1工場。第1工場の延床面積は130,000m2 |
生産は、各生産ラインとも、ほぼ共通のものとなっている。
まずは、通常の窓ガラスに比べて表面の凹凸が2,000分の1という超精密マザーガラスを洗浄。これを、TFT(薄膜トランジスタ)工程、カラーフィルター工程に分けて、生産が行なわれる。
 |
| 亀山第2工場で生産されている第8世代のマザーガラス(左)。右は亀山第1工場で生産している第6世代のマザーガラス |
TFT工程では、ドットひとつひとつにTFTを形成。感光性レジスト(樹脂)膜を塗布し、露光、現像処理が行なわれる。一方、カラーフィルター工程では、第2工場から新たに採用したインクジェット技術によって、大幅なコスト削減を図りながら生産することが可能になった。
これらの工程のマザーガラスの運搬は、約300mの搬送ラインを走るコンピュータ制御された搬送車によって行なわれ、人手はまったくかかっていない。
搬送車の重さは約800kg。ここに最大60枚のマザーガラスが搭載される。1枚あたりの重量は約10kg。最大積載時は600kg。これにそれを運ぶカセットの重さを加えると、1.4トンもの重量が搬送されることになる。
そのほか、工場内では、生産工程内で一枚ずつマザーガラスを移動させる移載ロボットや、それをひっくり返すための反転ロボットなどを導入。しかも、これらをクラス10と呼ばれるクリーンルーム環境のなかで稼働させている。クラス10とは、甲子園球場のグランドに杉花粉がわずか4個、東京ドームの広さのなかには7個という高いレベルのクリーン度となっている。
 |
| 亀山工場での液晶テレビの生産ライン |
貼りあわせ工程では、液晶滴下工程で、わずか3ミクロンという薄い層で、液晶をガラスに滴下。さらに、ガラス同士を貼りあわせるための接着剤をガラス基板上に均一に塗布。TFT側のガラス基板とカラーフィルター側のガラス基板を、画素が一致するように貼りあわせる。この時、ガラスとガラスの隙間は、髪の毛の20分の1となる約5ミクロンという。液晶をガラスに滴下する量やタイミングなどにはシャープ独自のノウハウが投入されている。
ここまでの工程で、液晶パネルは完成する。
完成した液晶パネルは、両面に偏光板などのフィルムを貼り付けるほか、駆動用LSIチップを搭載したフィルム基板やプリント基板といった回路部品を周辺に配置するモジュール実装工程を経て、検査工程に入る。このモジュール工程および検査、テレビ組立工程は、海外向けの製品に関しては、それぞれ海外の工場で行なう体制を確立している。
検査工程をパスした液晶モジュールは、テレビ組立工程に移動する。亀山第1工場に隣接する大型液晶テレビ工場では、バックライトの取り付けのほか、電子回路、スピーカー、フレーム、キャビネット、スタンドなどを取り付ける。その後、放送電波の受信試験や、恒温動作試験などを経て、自動梱包ラインに向かう。これでいよいよ出荷となるのだ。
■ 分散型電源施設を独自に設置する亀山工場
亀山第2工場は、先にも触れたように、液晶パネルから最終組立までを行なう一貫生産工場である。
その大規模な生産体制を支えるインフラは、環境先進工場ということができるほど、環境に配慮したものとなっている。
 |
| AVC液晶事業本部亀山環境安全推進センターの日下部徹男所長 |
「できるエコをするのではなく、できる限りのエコをする」というのが、亀山工場のコンセプトだ。
世界最大級の太陽光発電システム、日本最大級の燃料電池、最新のコ・ジェネレーションシステムなどの分散型電源施設を独自に設置。これにより、工場全体の約3分の1を自家発電としている。
「パネルの生産では、瞬間的な電圧低下が品質に大きく影響する。また、サーボーモーターを利用している設備や、インバーター電源を採用している設備も工場内には多い。こうしたなかで、絶対に止まってはいけない設備、電圧低下があってはいけない設備が約3分の1を占める。この部分を自家発電によって確実なものにするという狙いもある」(シャープAVC液晶事業本部亀山環境安全推進センター・日下部徹男所長)という。
 |
| 世界最大となる超電導電力貯蔵装置。10,000kWを貯蔵できる |
同工場内に設置された世界最大の超電導電力貯蔵装置は、電気抵抗がOとなる超電導を利用することで、電気エネルギーを磁気エネルギーとして10,000kWを貯蔵することができるとともに、大電流を瞬時に出力でき、わずか0.05秒で起こる瞬低と呼ばれる瞬時電圧低下を防ぐことができる。
「瞬低は、年間に約10回程度起こる。最近では、不規則性が増している。液晶パネルの生産では、コンピュータの安定稼働で求められている瞬低対策とは比べものにならないレベルが必要」という。液晶パネルの高品質生産において、超電導による電力貯蔵装置の役割は重要だ。
実は、もともと超電導による電力貯蔵装置は、NEDO(独立行政法人新エネルギー・産業技術総合開発機構)の研究開発促進事業として開発が進められてきた経緯があったが、実証実験を行なう実際の現場がなかった。海外では1,000kWから2,000kWというものは稼働しているが、5,000kWから10,000kWの規模のものは例がない。亀山工場では、2003年7月から5,000kWの貯蔵装置で試験稼働を行なってきたが、この2005年5月からは10,000kWの設備で、フィールドテスト事業に参画。そうした意味でも、実証実験を行なう最適の場ともなっているのだ。
一方、自家発電では、このほかに、太陽光発電システム、コ・ジェネレーションシステム、燃料電池システムがある。
太陽光発電システムは、工場屋上部分に30,589枚の多結晶太陽電池モジュールを設置。また、第2工場の一部壁面には、アモルファスシリコンと結晶薄膜シリコンを組み合わせた新開発の結晶薄膜太陽電池モジュールを採用。外部の光を透過することができるようにしている。大型液晶テレビ工場の屋上で約1,402kW、管理棟で42kW、物流棟で約529kW、第2工場屋上で約3,177kW、同工場の壁面で約112kW、コ・ジェネ棟で17kWの発電が、それぞれ可能だという。合計発電力は、約5,279kW。一般家庭に換算すると約1,300軒分に達するという。
 |
 |
 |
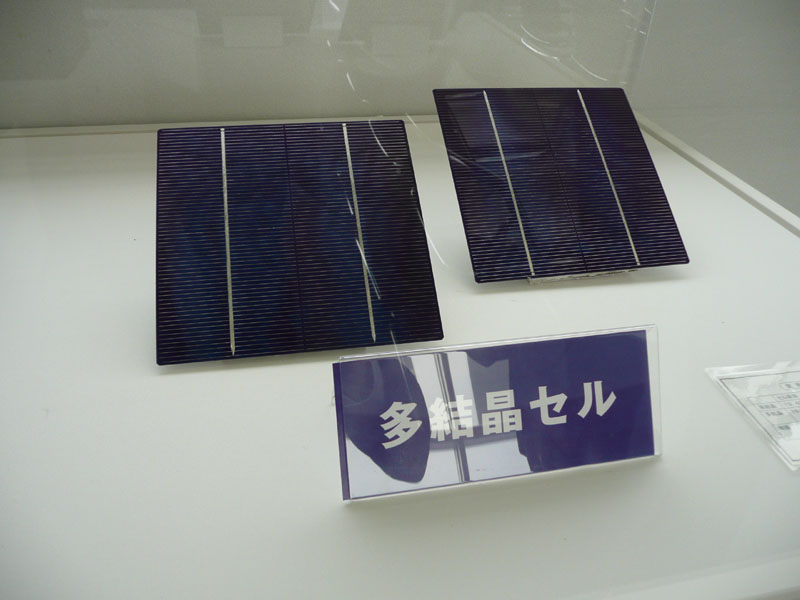
| 亀山工場の屋上に設置されている太陽光発電システム | 太陽光電池モジュールに採用されている多結晶セル | 亀山第2工場の壁面に設置されている透過型の結晶薄膜太陽電池モジュール |
「大型液晶テレビ工場が稼働した時点では、屋上に太陽光発電システムは設置していなかったが、設置前と設置後では、夏場の室温が3~4度下がるなど、電気代を節約する効果も出ている」という。
亀山工場の建設用地として森林伐採した面積の約13倍にあたる約960ヘクタールのCO2吸収量に相当する年間約3,400トンのCO2削減が可能になったという。
また、太陽光発電モジュールの屋上設置には、連結ディスクの採用により、防水シートの上にコンクリート基礎を作ることになく架台の設置を実現。施工時間を約3割短縮すると同時に、モジュール間のカバーを廃止でき省スペース化を可能とし、太陽電池容量を向上させることにも成功している。さらに、大型液晶テレビ工場の太陽光電池システムでは、発電量に応じてパワーコンディショナーの台数を可変する制御システムを導入している。
 |
| コ・ジェネレーションシステムが導入されている棟 |
なお、第2工場屋上のモジュールは、南向きに45度の角度で設置される一般的な設置方法ではなく、東西に交互に組み合わせた特殊な方法を採用している。北側から吹いてくる「鈴鹿おろし」と呼ばれる強風によって、モジュールがはがれるといった影響がないような工夫だ。シャープが蓄積している、地理にあわせて最も効率的に設置するノウハウが、ここに生かされている。
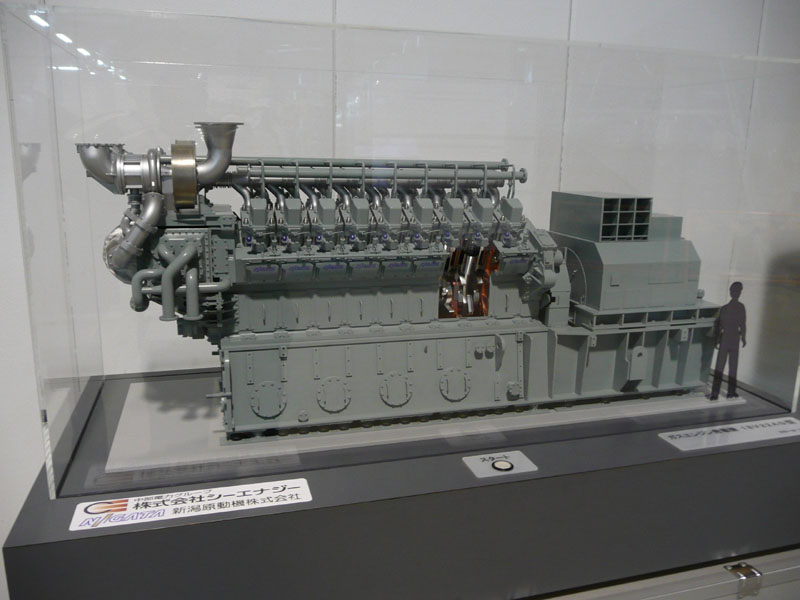
コ・ジェネレーションシステムは、都市ガスを燃料として、ガスエンジンやガスタービンなどで原動機を駆動し電力を発生させるとともに、発生した廃熱を冷暖房や給湯などに利用している。クリーンな都市ガスを燃料としていることで、CO2の排出量を大幅に削減できる。
これまで第1工場向けに12,000kWを自家発電。第2工場用には14,000kWを発電しており、今後のライン増設にあわせて、さらなる増強も検討している。
 |
 |
 |
| 都市ガスを燃料として原動機を駆動するコ・ジェネレーションシステム | コ・ジェネレーションシステムの構造 | 電源まわりの設備は、まだ増設段階にある |
燃料電池システムは、夜間や雨天でも発電できる特徴を生かして、太陽光発電とのハイブリッドシステムとして活用している。天然ガスが持つ酸素や水素といった化学エネルギーを燃焼せず、直接エネルギーに変換するため、大気汚染の原因となる窒素や硫黄酸化物をとほとんど発生させないという。
現在、250kWの発電が可能な設備を4台所有。日本では最大級となる1,000kWの発電が可能となっている。
 |
 |
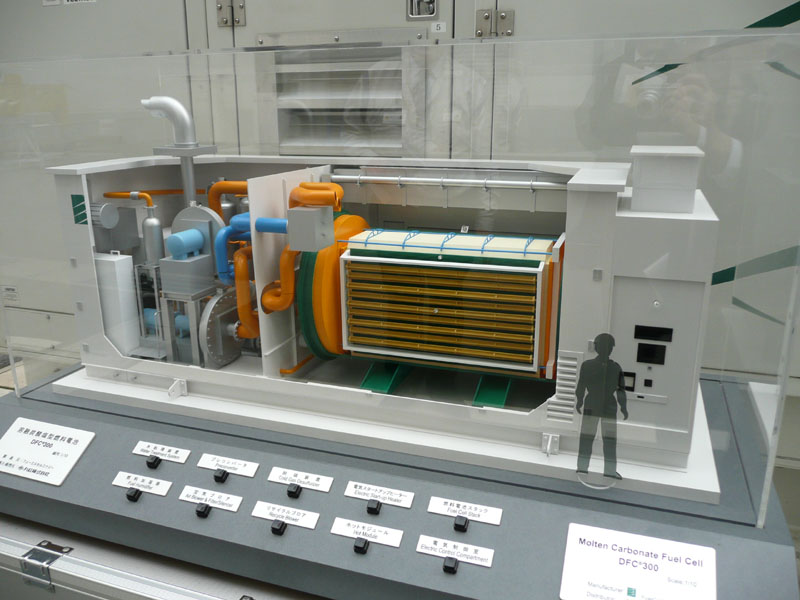 |
| 日本最大級となる燃料電池システム。4基設置されている | 特別に中を開けてもらった | 燃料電池システムの構造 |
自家発電システムに投資をする理由について日下部所長は次のように語る。
「短期的な視点で見れば、電力会社から購入した方が安い。しかし、中長期的な視点で見れば、自家発電の設備を導入した方がメリットがある。リスクを回避するという点でも効果がある」。
多様な方式を用いた分散型異種電源装置を用いることで、安定した給電体制を敷いているのも特徴といえる。
■ 震度7の地震に耐えうる構造
そのほか、環境という点では、製造工程で使用する一日28,300トンもの水を浄化して100%リサイクルするバイオ技術を活用した排水浄化システムを採用。臭いは北海道石狩川のピートモスによって生物脱臭を行なっている。
また、制振ダンパーシステムの採用によって、震度7レベルの地震が発生しても被害を最小限に抑えることができるように工夫しているのも亀山第2工場の特徴。さらに、セメントと土を混ぜ合わせた直径2m、深さ10mの列柱を格子状に地中に設け、地震動の増幅を抑えるという。
「亀山第1工場では耐震という考え方を用い、しっかりとした岩盤を作り上げた。一方、第2工場では、建物全体は制震構造とし、製造施設のなかで、とくに重要なエリアに関しては免震構造とした。こうした複数の考え方の組み合わせによって、不測の事態が起こっても対応できるようにしている」という。
 |
 |
 |
| 窒素、水素、ドライエアーなどを備蓄する施設。製造業でこれだけの規模を有する例はないという | 水処理プラントのある棟 | 工場内にある調整池。ここで魚などを飼い、排水浄化の品質を確認する |
■ 液晶テレビ事業の成長を支える亀山工場
亀山工場は、液晶パネルの最先端の製造設備ばかりに目が行きがちだが、実はこうした製造工程を支えるインフラが重要な役割を果たしている。
ここにも、「工場の差が、テレビの差になる。」というシャープの自負があるといえよう。
日本においては液晶テレビでトップシェアを獲得しているシャープだが、海外事業はまだこれから。4月から社長に就任する片山幹雄氏は、これまで液晶事業に携わってきた経験からも、「現在、当社が生産している亀山工場製の液晶パネルの性能は、他社に比べても、圧倒的な品質の差がある。海外事業を推進する上で強い武器になる」と語る。
シャープが液晶テレビ事業において、世界で戦うという点でも、亀山工場の役割は極めて重要なものとなる。
 |
 |
| 第2工場には570台の制振ダンパーを設置しているという | 左が制振ダンパーがないもの、右は制振ダンパーを導入したもの 【動画】(6.94MB/QuickTime形式) |
□シャープのホームページ
http://www.sharp.co.jp/
□関連記事
【2月28日】シャープ新社長に片山幹雄専務が就任
http://av.watch.impress.co.jp/docs/20070228/sharp2.htm
【2月20日】シャープ、画質を追求した「プレミアムAQUOS」などを発表
-プラズマとの違いは「見ればわかる」
http://av.watch.impress.co.jp/docs/20070220/sharp1.htm
【2月16日】【デジ家】第3四半期決算に見る各社の薄型テレビ事業の現状
~ 今後の価格下落への見解が各社分かれる ~
http://av.watch.impress.co.jp/docs/20070216/ce12.htm
【1月12日】シャープ、亀山第2工場の第3期生産ラインを7月から導入
-大型化へのシフト進め、40型以上の出荷360万台目指す
http://av.watch.impress.co.jp/docs/20070112/sharp.htm
【2006年12月25日】シャープ、亀山第2工場生産ラインを前倒し稼働
-第2期ラインで1月より生産開始。月産30,000枚体制に
http://av.watch.impress.co.jp/docs/20061225/sharp.htm
【2005年5月26日】国内最大の液晶生産拠点「シャープ・亀山工場」訪問記
-液晶パネル生産ラインはブラックボックスの固まり
http://av.watch.impress.co.jp/docs/20050526/sharp.htm
(2007年3月27日)
| = 大河原克行 = (おおかわら かつゆき) |
'65年、東京都出身。IT業界の専門紙である「週刊BCN(ビジネスコンピュータニュース)」の編集長を勤め、2001年10月からフリーランスジャーナリストとして独立。BCN記者、編集長時代を通じて、15年以上に渡り、IT産業を中心に幅広く取材、執筆活動を続ける。 現在、ビジネス誌、パソコン誌、ウェブ媒体などで活躍中。PC Watchの「パソコン業界東奔西走」をはじめ、Enterprise Watch、ケータイWatch(以上、インプレス)、nikkeibp.jp(日経BP社)、PCfan(以上、毎日コミュニケーションズ)、月刊宝島、ウルトラONE(以上、宝島社)、月刊アスキー(アスキー)などで定期的に記事を執筆。著書に、「ソニースピリットはよみがえるか」(日経BP社)、「松下電器 変革への挑戦」(宝島社)、「パソコンウォーズ最前線」(オーム社)など。 |
 |
[Reported by 大河原克行]
| 00 | ||
| 00 | AV Watchホームページ | 00 |
| 00 | ||
AV Watch編集部av-watch@impress.co.jp Copyright (c)2007 Impress Watch Corporation, an Impress Group company. All rights reserved.