
|
||
|
◇ 最新ニュース ◇
|
||
|
【11月30日】 【11月29日】 【11月28日】 |
||
|
|
松下、米トーレンスのBD-ROM試作ラインを初公開 -ハリウッド向けデモンストレーションを実施へ |
|

統一報道もやや落ち着きを見せた次世代光ディスクの情勢。各社は各々に製品化への道を歩み始めたのかもしれないが、光ディスク規格統一の動きの中で改めてクローズアップされてきたのが、Blu-ray Disc ROMの製造コスト問題だ。
統一交渉の中で東芝は一貫して、BD-ROMの製造歩留まりが悪く、改善の可能性が低いことを指摘してきた。対するHD DVDは2層ROMも含めて製造可能で、特にここ3年ほどの新しい製造ラインであれば、小改良を加えることでHD DVDの生産にも転用できるという(ただし、それ以前から利用している生産ラインは精度問題から入れ替えが必要)。
一方、BD-ROMに関しては昨年、ソニーが静岡に作った試作ラインを公開。その後、この製造技術は独シンギュラス(Singulus)へとライセンスされ、ハリウッドにパイロットラインを移している。先日、ラスベガスで行なわれた展示会「MediaTech」では、シンギュラスの製造ラインが1層ROMについて歩留まり95%を達成したと発表している。
そして今回取材したのはソニーではなく松下電器。ソニーは0.1mmのシートを貼り付ける事で0.1mmカバー層を形成するが、松下は遠心力でUVレジンを拡げて固めるスピンコート方式を採用している。
■ 松下方式のBD-ROM複製ラインとは
松下はDVD黎明期に数多くのDVD-ROM生産を行ない、現在でも記録型の生産は積極的に行なっている。しかしROM生産に関しては事業そのものを仏トムソンに売却したため、現在はごく少量の生産を研究開発を兼ねて受注しているだけだ。
とはいえ、記録型ディスクの製造は行なっており、ROM生産のノウハウもある。今回取材した米・カリフォルニア州トーランス市にあるPanasonic R & D Conpany of America(PRDCA)は、かつては不可能と言われていた2層DVD-ROMの量産に初めて成功した場所でもある。
すでにビデオ用ROMの生産事業を行なっていない松下がBD-ROM生産ラインを開発する目的は、ひとつには研究開発のノウハウを蓄積するため、もうひとつはBD-ROMの安価な生産が可能である事をハリウッドの映画スタジオに対して実証する事だという。このため、これまではプレス向けに設備は公開されていなかった。
なお、この複製ラインに使われている技術はオリジン電気に対して技術供与が行なわれ、オリジン電気が装置販売を行なう予定だ。
開発は基本的に大阪・門真市の松下電器で行なわれ、十分に高い歩留まりを確認。映画スタジオ向けに実証を行なうために試作ラインの部品をPRDCAに搬送し、組み立てたものだ。同社は1層ROM、2層ROM両方の試作ラインを門真で開発しているが、PRDCAに組み立てられているのはこのうちの1層ROM用ライン。2層ROM用の試作ラインは現在、門真市において試験稼働しており、夏までにはこちらもPRDCAに搬送・組み立てを行なう。
従って、今回取材できたのは1層ROMの複製ラインのみで、2層については門真にある実験ラインの説明とテストデータを提供していただいた。いずれも前述したようにカバー層生成にスピンコートを方式を用いているのが特徴。PRDCAのディレクタであり、BDーROMの複製ライン開発のリーダーを務めている阿部伸也氏に取材応対していただいた。
阿部氏は2層50GバイトのBD-RE製造ライン開発にも関わった。松下の2層BD-REは当初、相当に製造が難しくほとんどできなかったそうだが、本格稼働予定直前に70%以上の歩留まりを実現しているという。その理由は“ちょっとしたコロンブスの卵的アイディア”だったというが、BD-ROM製造ラインの中でも、“ちょっとしたコロンブスの卵”をいくつも並べることで歩留まりが向上してきたという。
■ 安定したカバー層を実現した松下のスピンコート

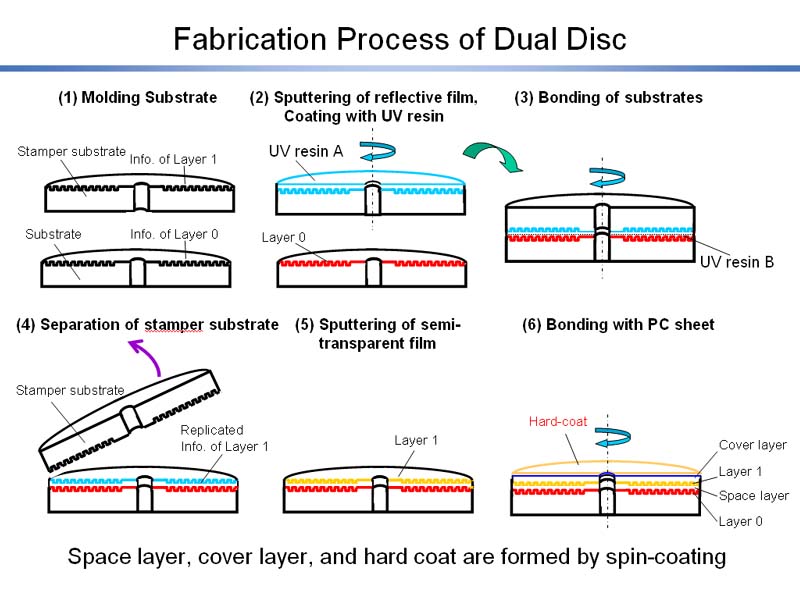
|
| スピンコート方式によるBD-ROM製造の基本工程。内周部の厚み誤差を減らすため3のコーティングでカップを使っているのがわかる。このほか、図では示されていないいくつかの工夫が行なわれていた |
スピンコートは光ディスクの製造プロセスにおいて以前から使われている手法である。液状の素材をディスク最内周に垂らし、それを遠心力で拡げることで均一に素材を塗布する。紫外線で硬化するUVレジンをスピンコートで均一に塗布し、紫外線を当てると薄いカバー層を生成できる。
スピンコートは安定したプロセスとの事だが、0.1mmという比較的厚い層を作る場合には、以下のような問題となる部分もある。
- 遠心力で拡げるため内周部に僅かに薄い層となるゾーンができてしまう。
- 最外周に通称「スキージャンプ」と呼ばれる厚い層ができてしまい、ピックアップが当たりやすくなる
- レジンが広がる課程で僅かな厚み変動が出る場合がある
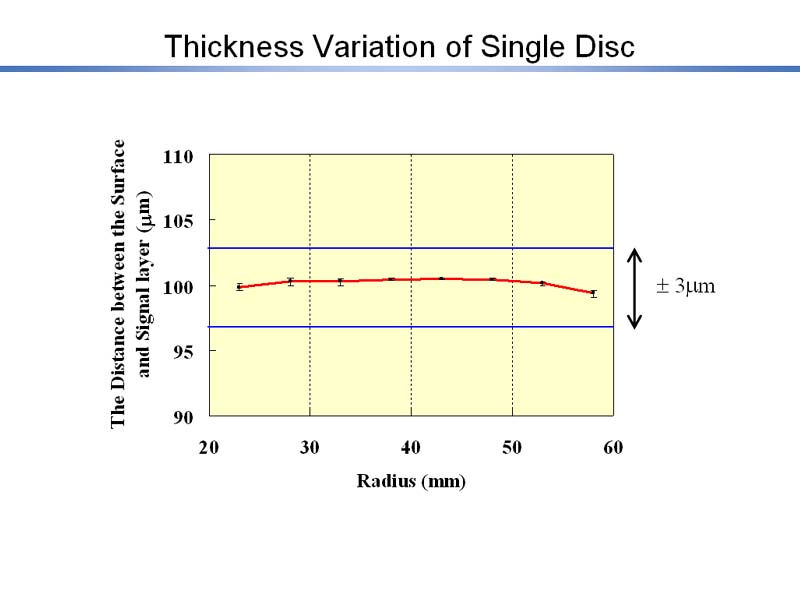
|
| 内周から外周にかけて反射層の深さ(カバー層の厚み)を計測した結果 |
(1)に関してはセンターに円錐状のカップをはめてレジンをスピンコートする事で解決できる。遠心力でレジンが広がる時、カップ上に「助走路」を設け、薄くなるゾーンをカップ上に逃がす事でディスク上のレジンの厚みが均一になる。この方法はソニーが開発したものとの事だが、これによって最内周が薄くなる現象を避ける事が可能となった。
(3)に関しては実際にはほとんど規格内に収まるようだが、松下側では“ある工夫”(学会発表前のため見せてはいただいたが、まだ公表はできない)を行なうことで、カバー層の精度を上げていた。
さらに(2)だが、こちらも具体的な方法は書けないが、一目見れば誰もがわかる手法を用い、記録面に均一のカバー層を作りつつ、スキージャンプを完全に排除する事に成功している。加えて松下の考案したスキージャンプの排除方法を用いると、余分なレジンがディスク端に残らないため、仕上がりがキレイになるというメリットもある。
このほか、ローコスト化を図るため、1.1mmのディスク基盤を形成するポリカーボネートには、DVD-ROMで用いられているものと同じローコストな素材を選択。この場合、吸湿による変形(ソリ)が出る場合があるが、ディスク背面に誘電体をスタッパ(蒸着)させることで吸湿を防いでいる。
反射層が1層の場合、信号は凹凸を作るスタンパで直接ディスク基盤をモールド成形するため、成形精度が十分であればカバー層の歩留まり向上で、全体の歩留まりを上げる事ができる。
PRDCAの試験ラインには、カバー層の厚み精度を計測するインラインテスターが配置されており、モニタにはBD-ROMで規定されている厚みの精度(±3μm)に収まっているディスクが96~97%程度と高い歩留まりが表示されていた。
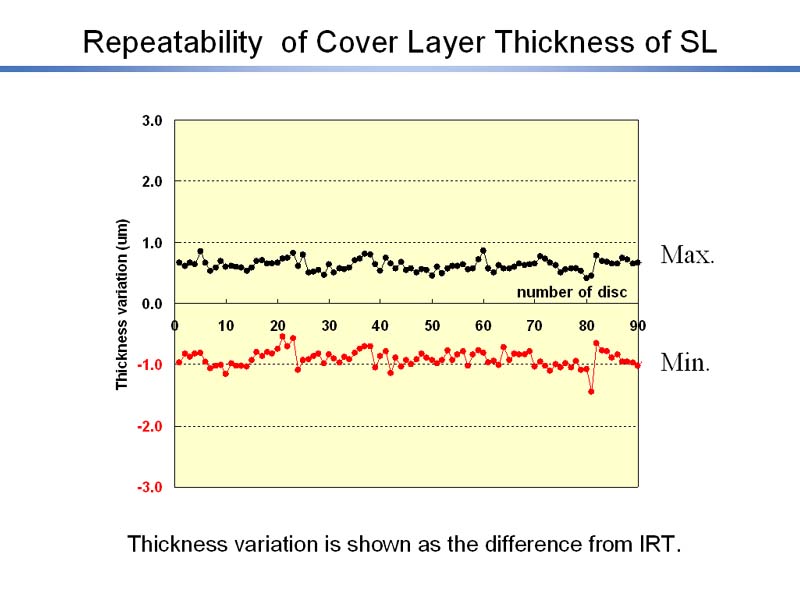
|
| カバー層の厚み誤差をpeek to peekで示したグラフ。90枚の計測でかなり安定した数値が出ているという |
担当技術者によると、試験ラインは門真から搬入・組み立て、調整を行なっている途中とのことで、カバー層だけの測定であれば最終的にはほぼ100%に近い歩留まりになるという。これはスピンコートが非常に安定した精度を確保できる加工方法だから、というのが理由だ。
別途、門真での開発時に取られたデータを見ると、ディスクの中心から端にかけて、反射層の深さがキレイに揃っている事がわかる。また別のデータでは90枚のディスクにおける反射層深度のバラツキをPeek to Peekで計測したデータが示されているが、最大で2μm程度の幅に収まっていた。
■ 積み上げ式の2層ROM製造方式
まだPRDCAには搬入されていない2層BD-ROMの複製方式についても解説を受けた。DVDやHD DVDの場合、0.6mmの基盤それぞれをスタンパでモールド成形して反射層を蒸着し、それぞれの反射層を均一の間隔になるように貼り合わせる事で2層化を行なう。このため、接着剤の最適化や貼り合わせ工程の精度が高ければ、比較的容易に2層化が行なえる。
これに対してBD-ROMは0.1mm+1.1mmの構造であり、二つのディスク基盤を貼り合わせて精度を出す事ができない。単純にモールド成形で反射層の凹凸を作れないわけだ。BD-ROMの構造は記録面から0.1mm(100μm)の深さにレイヤ0(L0)の反射層があり、75ミクロンの深さに2層目のレイヤ1(L1)が配置される。
ソニーの2層BD-ROM複製方式では、1層目の反射層を作ったあと、ゼリー状に加工した25μmの紫外線硬化樹脂シートを乗せてスタンパを当て、ディスク面の反対側から紫外線を照射することで2層目を作り、最後に75ミクロンのカバー層フィルムを貼り付ける。
これに対して松下電器は、DVD18(4層DVD)の製造などで検討されていた「積み上げ式」で、2層目を作るアプローチを取った。
|
| 積み上げ式で2層目を作る手法。樹脂製スタンパを射出成形で作り、その上に作り、それを1層目を加工済みのディスク基盤に転写、接着する。樹脂製スタンパのコストダウンがカギ |
積み上げ式では、2層目をメタルスタンパで直接モールド成形するのではなく、中間スタンパを成型。その上にUVレジンを拡げて紫外線で固め、あらかじめ1層目の反射層を作ってあるディスク基盤に接着用のレジンを拡げて転写、さらに紫外線で固める。
この手法による多層化は、今まで数々のベンダーが挑戦してきたが、歩留まり向上よりもコストの面で厳しかった。なぜなら中間スタンパとして樹脂製スタンパを作るが、UVレジンから剥がれやすい樹脂素材がコスト高な上、再利用できないため1枚作るごとに廃棄しなければならなかったためだ。
そこで発想を変え、安価かつ再利用可能なポリカーボネートを中間スタンパにしているという。ポリカーボネート上でUVレジンを固めると容易には剥がれにくくスタンパには向かない。しかし、松下電器はポリカーボネートから剥がれやすいレジンを新たに開発し、これまで不可能だったポリカーボネートスタンパを実現している。
現在、開発が進んでいる2層BD-ROM複製ラインでは、ポリカーボネートの再利用プロセスは入っていないというが、一度使ったポリカーボネートスタンパを回収、射出成型器に再投入する事も可能で、中間スタンパ採用によるコストアップはなくなる。
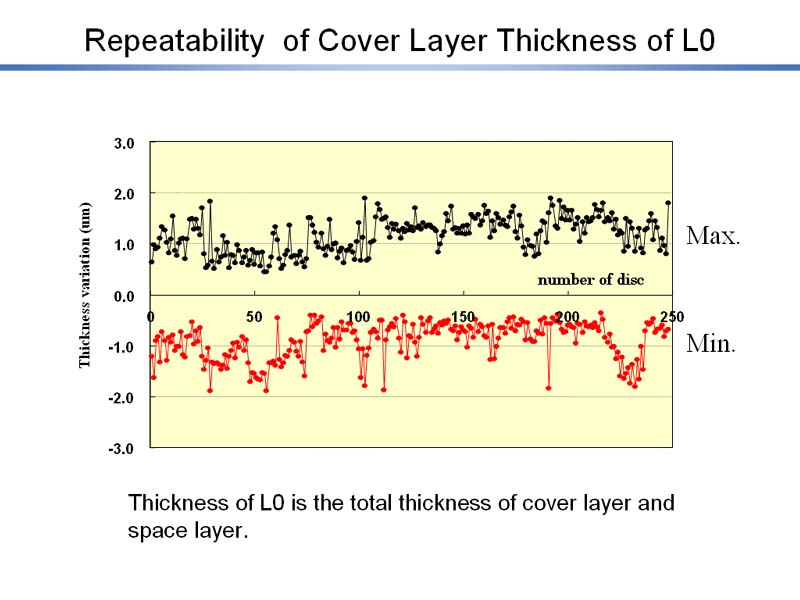
松下の計測したディスク上での反射層の深さは、1層ディスクと同様にバラツキが少ない。2層ディスクを250枚を複製した時のL0の深さを計測したデータでは、1層よりもブレが大きくなっており、より歩留まりを上げるのが難しくなっている事が読み取れる。L0の深さはカバー層+層間スペースとなり、1層目と2層目の貼り合わせ精度による誤差が含まれるためだ。
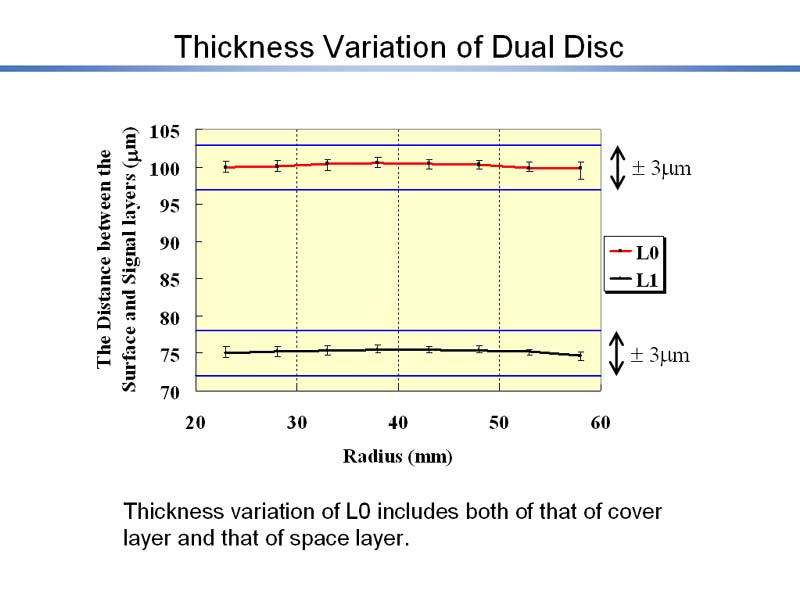
|
|
| 実験ラインで複製した2層BD-ROM反射層の深さ。層の深さに関しては、データ上、問題なく規格内に収まっている | L0までのカバー層厚み誤差をpeek to peekで示したグラフ。L0までの距離はスピンコートによるカバー層の厚みにL0とL1の間にある層間スペースもあるため、1層の時よりも厚み誤差は大きくなっているが、規格内には収まっているようだ |
2層ディスクの場合、1層目の歩留まりと2層目の歩留まりがかけ算で効いてくるため、全体の歩留まり低下も出てくるだろうが、阿部氏は「今まで実験は行なってきたが、本格的にラインへの実装を検討し始めたのは昨年秋から。層間スペースの精度は十分に出ているため、まずは1層の歩留まりを極限まで引き上げた後に、2層ラインへとノウハウを転用して最終的な2層の歩留まりを引き上げる予定」と話す。
■ 来月にもハリウッドスタジオへのデモンストレーション
前述したように、松下がハリウッドに近いトーランスに今回の複製ラインを作ったのは、スピンコートによるBD-ROM複製の歩留まりを、実際にハリウッドの担当者に実証するためだ。
阿部氏は「今回、お見せしたラインは部品が4月初旬にトーランスに到着し、4月終わりごろに組み上がったばかりのもの。各部の最適化はまだ進めておらず、タクトタイム(1枚あたりの複製時間)は4.5秒と遅くしている。これはモールド成形部分を意図的に遅くしているためで、最適化後には3.5秒で動作する設計。歩留まりは門真では1層が95%程度だったが、現時点では80%程度。最終的には日本で稼働させていた時と同じ、95%以上は達成できる」と話す。
ハリウッドの映画スタジオへのデモンストレーションは、今週から来月末にかけて行なわれる見込みだ。実際に映像を入れたマスターを制作し、複製後のディスクをその場でプレイするデモになるという。そこでの評価が終了後、さらに2層ラインを構築してデモを行なう予定だ。
一方、HD DVDは2層30Gバイトの製造が可能な製品を、すでにメモリーテック、シンギュラス、M2、アンアクシスなどの複製装置ベンダーが発売を開始している。メモリーテックによるとHD DVD2層ROMの複製は、ここ2~3年の高精度な装置ならば、小改良でHD DVDに対応させることが可能との事。
すでに完成されたHD DVDのROM複製ラインに対して、BD-ROM複製ラインの開発でソニー、松下が追いかける展開。ROM複製の歩留まり、コストはBD最大の弱点と指摘され、光ディスク統一交渉においても焦点となった。これから数カ月は、今まで以上の激動となることは間違いなく、目が離せない。
□松下電器のホームページ
http://panasonic.co.jp/
□関連記事
【5月9日】松下、BD-ROMの量産試作ラインを立ち上げ
-1層は5月、2層は12月に稼働。映画スタジオにアピール
http://av.watch.impress.co.jp/docs/20050509/pana1.htm
【2004年12月22日】オリジン電気、BD-ROM製造装置を開発
-松下の協力で2005年夏に受注開始予定
http://av.watch.impress.co.jp/docs/20041222/origin.htm
【2004年3月31日】BDF3社が、ブルーレイディスク製造コストの低減見通しを発表
-1層BD-ROMの量産コストは現行DVD-ROM並に
http://av.watch.impress.co.jp/docs/20040331/bluray.htm
(2005年5月25日)
[Reported by 本田雅一]
| 00 | ||
| 00 | AV Watchホームページ | 00 |
| 00 | ||
Copyright (c) 2005 Impress Corporation, an Impress Group company. All rights reserved.